在食品饮料生产行业,污水处理不仅是满足环保法规的强制性要求,更是企业实现可持续发展和社会责任的重要体现。一套高效、稳定的污水处理系统,对于保障生产连续性、降低环境风险、甚至实现水资源回用至关重要。其中,拦污机与污水提升设备作为预处理阶段的核心设备,扮演着“先锋”与“输送中枢”的角色,其性能直接影响后续处理工艺的成效。专业的环保设备厂家需要深刻理解行业特性,为客户提供一体化、定制化的解决方案。
一、 食品饮料厂污水特性与处理挑战
食品饮料废水通常具有以下特点:
- 有机物含量高:废水中含有大量的糖类、蛋白质、脂肪、淀粉等,导致化学需氧量(COD)和生化需氧量(BOD)值极高。
- 悬浮物(SS)多:生产过程中产生的果渣、菜叶、肉屑、包装碎屑等固体杂质含量大。
- 水质水量波动大:受生产班次、季节、产品种类影响,排水不均匀。
- 可能含有油脂:尤其在肉类加工、乳制品、食用油生产中。
这些特性决定了污水处理的第一步——预处理必须高效可靠,以去除大颗粒固体和悬浮物,减轻后续生物处理或深度处理的负荷,防止管道、水泵和设备堵塞。
二、 关键预处理设备解析
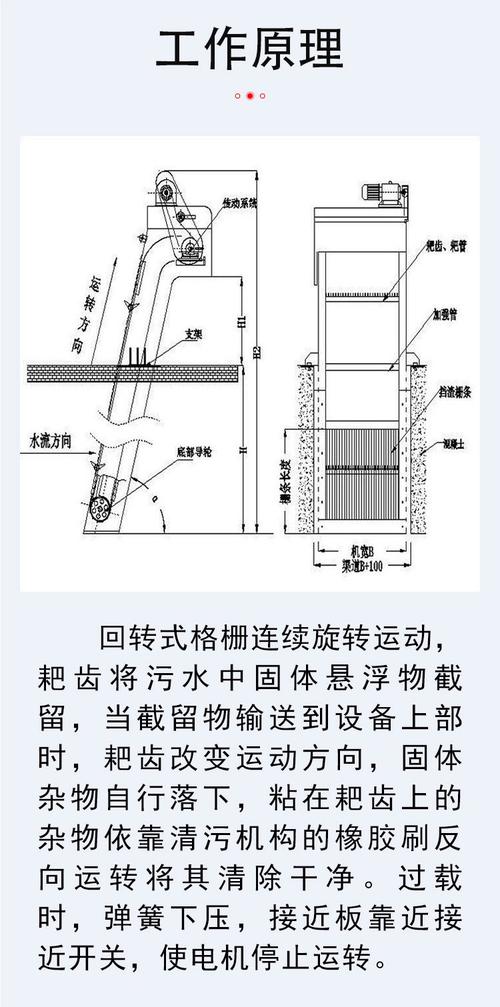
1. 拦污机:处理系统的“第一道防线”
拦污机,俗称格栅,是安装在进水渠道或集水井前端的机械装置。其主要功能是连续或间歇性地拦截并清除污水中粗大的悬浮物和漂浮物。
- 在食品饮料厂的应用:
- 类型选择:根据拦截物的尺寸,可选择粗格栅(间隙>20mm)拦截包装袋、大块原料残渣;中细格栅(间隙5-20mm)拦截中型固体;以及更精细的网式或旋转滤网处理细小颗粒。对于含纤维较多的废水(如果汁厂),可能需要配备专用的纤维回收机。
- 重要性:有效防止塑料袋、标签、瓶盖、原料茎叶等进入后续系统,保护水泵和阀门,避免提升泵叶轮缠绕堵塞,为污水提升设备的稳定运行创造前提条件。
2. 污水提升设备:稳定输送的“动力心脏”
污水提升设备,主要指集水井(或调节池)后的提升泵站系统,负责将经过初步拦污的废水提升至后续处理构筑物(如沉砂池、调节池、生化池等)。
- 在食品饮料厂的应用:
- 设备要求:由于废水中仍含有较多细小悬浮物和可能存在的油脂,常选用防堵塞能力强、耐磨损的潜水排污泵或带切割功能的泵。对于含有长纤维的废水,则需要采用带撕裂机构或大通道的泵型。
- 系统集成:现代污水提升设备常集成于一体化预制泵站或智能提升装置中,具备自动启停、液位控制、故障报警等功能,实现无人值守,并能适应水量波动。
- 与拦污机的协同:只有拦污机高效工作,去除大部分固体杂质,污水提升泵才能在高效率区间稳定运行,减少维护频率和能耗。
三、 专业环保设备厂家的核心价值
面对食品饮料行业的特定需求,一家优秀的环保设备厂家不应仅仅是设备供应商,更应是解决方案提供者:
- 工艺理解与方案设计:深入分析客户的水质、水量、场地条件及排放标准,合理确定拦污机栅隙、提升泵流量扬程等关键参数,设计最优的预处理单元。
- 设备选型与定制能力:提供适用于食品废水特性的耐腐蚀、易清洗、防堵塞的设备材质(如不锈钢)和型号。例如,针对含油废水,可能需要在拦污后增设隔油装置。
- 质量可靠与智能控制:确保核心设备(如水泵、格栅机)运行稳定、故障率低,并配备自动化控制系统,实现预处理流程的智能化管理,降低人工成本。
- 安装调试与售后支持:提供专业的安装指导、系统调试和操作培训,并建立快速响应的售后服务体系,保障污水处理线长期稳定运行。
结论
对于食品饮料生产企业而言,投资于高效可靠的拦污机和污水提升设备,是构建整个污水处理系统坚实基础的明智之举。这两者作为预处理环节的“黄金搭档”,共同确保了废水输送的顺畅与后续处理工艺的高效。选择一家技术实力雄厚、行业经验丰富的环保设备厂家进行合作,获取从设计、选型到运营维护的全方位支持,是企业实现环保达标、降本增效、绿色发展的关键一步。通过前端有效的物理拦截与提升,不仅能保护昂贵的生化处理系统,更能为企业的清洁生产和循环经济目标奠定坚实基础。